本帖最后由 数字液压 于 2018-8-14 11:59 编辑
上楼提到的PPC01控制器实际应用视频如下,这个应用已经连续供货超过10年了。其中控制数字缸实现不同高精度位置下的快速进给、降速锯切、加速锯切和高速回退控制的,正是廉价的PPC01单轴控制器,这种控制器初中文化20分钟即可学会,替代了原本复杂的运动控制器,不仅为主机制造企业节约了大量成本和调试时间,给最终用户带来的是作业效率的提升和维护成本的降低。。。因此该主机制造企业已经在国内占有了超过50%以上市场,高端产品售价还超过了进口。数字液压为用户创造了竞争力和盈利能力的提升。
锯机及控制器

采用数字液压缸和SZG控制器构成的“大型磨切锯/砂轮切割机/无齿锯机数字液压驱动控制系统”
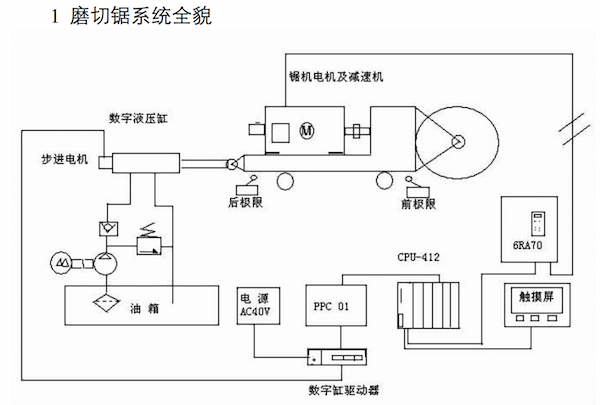
不同的进给和回退速度及位置控制
详细介绍及视频:http://www.hydraulic.com.cn/aspcms/product/2015-5-22/122.html
下面是数字控制器用于砂轮磨切锯机的程序 00 J-CNT 41 2 通过判断计数器的值判断是否撞到了极限开关 01 OUT 0001 首先内部蜂鸣器长声鸣叫一次 02 J-BIT 21 2 0 判断输入2,B程序转第21行,A程序顺序执行 03 SPEED ***** A程序设定的快进速度n1 04 G-LEN ***** A程序设定的快进距离S1 05 SPEED ***** A程序设定的慢速接近速度n2 06 G-LEN ***** A程序设定的慢速接近距离S2 07 SPEED ***** A程序设定的锯切速度n3 08 G-LEN ***** A程序设定的锯切距离S3 09 OUT 1001 输出信号并长声鸣叫一次 10 DELAY 1000 停留1秒(n4),等待主系统对信号进行确认 11 J-BIT 14 1 0 如果允许快退信号到转第14行,否则顺序执行 12 DELAY 100 延时100毫秒, 13 JUMP 11 转第11行,重新进行判断 14 OUT 0000 结束信号短声鸣叫一次 15 SPEED ***** A程序设定的快退速度n5 16 G-LEN ***** A程序设定的快退距离S5 17 OUT 0101 输出信号并长声鸣叫一次 18 DELAY 1000 停留1秒,等待主系统对信号进行确认 19 OUT 0000 结束信号输出,并短声鸣叫一次 20 JUMP 42 执行完A程序,转结束 21 SPEED ***** B程序设定的快进速度n1 22 G-LEN ***** B程序设定的快进距离S1 23 SPEED ***** B程序设定的慢速接近速度n2 24 G-LEN ***** B程序设定的慢速接近距离S2 25 SPEED ***** B程序设定的锯切速度n3 26 G-LEN ***** B程序设定的锯切距离S3 27 OUT 1001 输出信号并长声鸣叫一次 28 DELAY 1000 停留1秒(n4),等待主系统对信号进行确认 29 J-BIT 32 1 0 如果允许快退信号到转第32行,否则顺序执行 30 DELAY 100 延时100毫秒, 31 JUMP 29 转第29行,重新进行判断 32 OUT 0000 结束信号短声鸣叫一次 33 SPEED ***** B程序设定的快退速度n5 34 G-LEN ***** B程序设定的快退距离S5 35 OUT 0101 输出信号并长声鸣叫一次 36 DELAY 1000 停留1秒,等待主系统对信号进行确认 37 OUT 0000 结束信号输出,并短声鸣叫一次 38 JUMP 42 执行完B程序,转结束 39 Cnt-1 A/B操作地址入口,极限开关接通计数器开始加1 40 Cnt-1 使用计数器是为了使信号在撞上极限后失效 41 OUT 0011 撞上极限后报警,必须按"复位"再按“向下箭头” 42 End 程序结束 以上接近自然语言的编程怕是再找不到更简单更容易学习和使用的了,而且完成2种复杂的不同位置不同速度的精确控制仅仅42条指令,怕是也再找不到更简单的程序了吧?
| 




 [复制链接]
[复制链接]

 IP卡
IP卡 狗仔卡
狗仔卡 发表于 2015-2-4 08:36:21
发表于 2015-2-4 08:36:21
 发表于 2015-2-6 06:09:01
发表于 2015-2-6 06:09:01